
Завод по производству портативных сварочных головок



портативная фабрика сварочных головок Лаер,
знаменитая ручная лазерная сварочная головка, производитель лазерных сварочных пистолетов, продукт для лазерной сварки, экспорт сварочных головок, Оптовая лазерная сварочная головка,
Безопасный.- Безопасный
Независимые исследования и разработки систем обнаружения безопасности, установка ряда охранных сигнализаций, безопасности и стабильности.
Экономия времени – эффективно и удобно
Фокусное зеркало, защитный ящик для зеркала, удобная замена
Легкость – Легкость снижает нагрузку
Меньший размер, меньший вес, гибкость в эксплуатации, простота в использовании.
Качество – красивая сварка – стабильная работа
Высокая прочность сварки, небольшая деформация, высокая глубина плавления.
Производительность – множество функций
Поддержка ручной непрерывной сварки, точечной сварки, очистки, резки, «рука» «с» — тело, авторизация по паролю
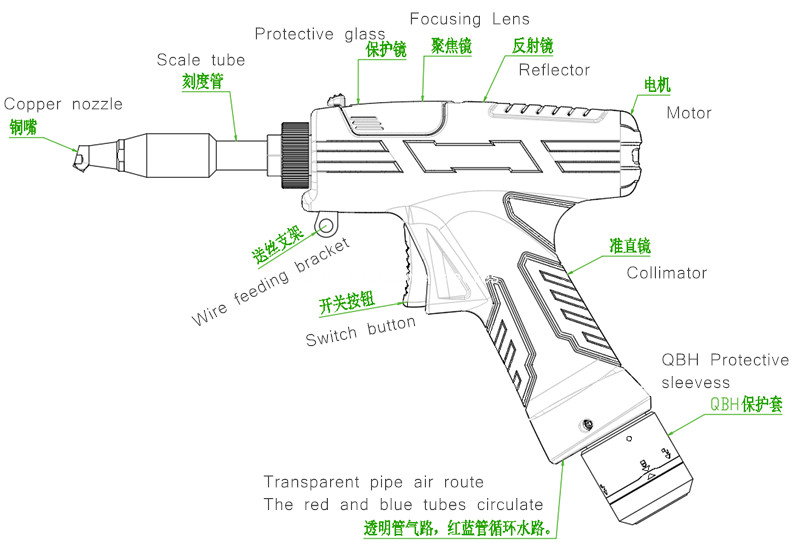
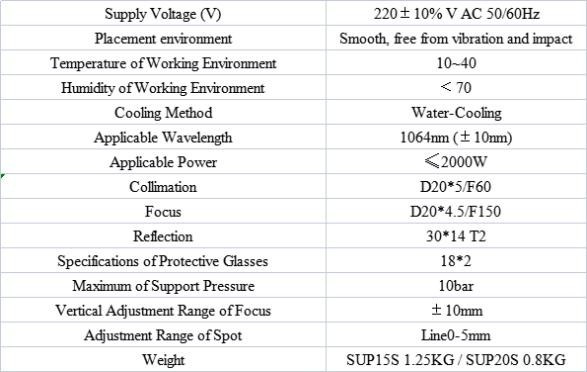
Сварочная головка Super — это ручная сварочная режущая головка, выпущенная в 2019 году. Продукт охватывает ручные сварочные пистолеты и системы управления собственной разработки, а также оснащен множеством сигнализаций безопасности, активными настройками безопасного питания и выключения.Этот продукт можно адаптировать к волоконным лазерам различных марок;оптимизированная оптическая конструкция с водяным охлаждением позволяет лазерной головке стабильно работать в течение длительного времени при мощности до 3000 Вт.
1) Обеспечьте надежное заземление перед подачей питания.
2) Выходная головка лазера соединена со сварочной головкой.Пожалуйста, внимательно проверяйте выходную лазерную головку при ее использовании, чтобы предотвратить попадание пыли или других загрязнений.При очистке выходной головки лазера используйте специальную бумагу для линз.
3) Если оборудование используется не в соответствии с методами, указанными в данном руководстве, оно может оказаться в ненормальном рабочем состоянии и привести к повреждению.
4) При замене защитной линзы обязательно защитите ее.
5) Обратите внимание: при первом использовании, когда красный свет не может выйти из медного отверстия, убедитесь, что он не излучает свет.
Детали доставки посылки
Детали поставки ручной сварочной головки
★ Первый слой
Сварочная головка SUP20S 1шт.
Система 1 комплект
Системный кабель стандарт 10м
★ Второй слой
Медная насадка 7шт. Режущая насадка 1шт.
Шкала трубки 1 шт.
Защитные линзы 10шт.
Зажим заземления 1 шт.
Кабель для подключения экрана 1м
Пряжка для экрана дисплея 1 комплект
Третий слой
Экран дисплея 1 шт.
выключатель питания 2 шт.
Определение проводки контроллера
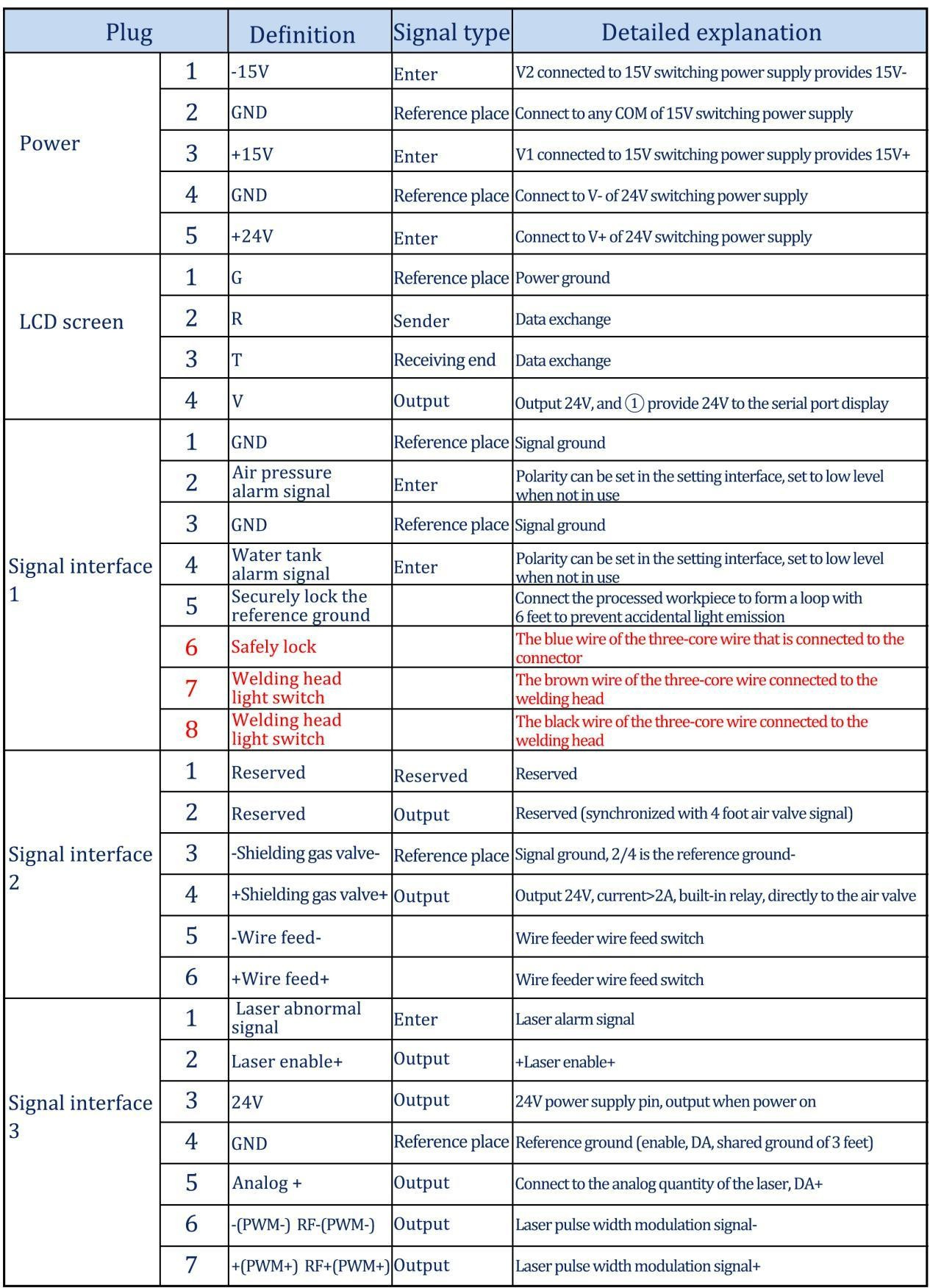
Разъем питания контроллера
Блок питания использует интерфейс 5P, а входящий в комплект импульсный источник питания 24 В и импульсный источник питания 15 В используются для питания.
Обратите внимание, что импульсный источник питания 15 В различает положительный и отрицательный полюсы, V1 подключен к 15 В+, V2 подключен к 15 В-, а любой COM на импульсном источнике питания 15 В подключен к контакту 2 GND!
Обратите внимание, что импульсный источник питания должен быть заземлен!
Контроллер LCD24/5000
Кабель ЖК-дисплея поставляется вместе с устройством и может быть подключен напрямую.Конкретные определения см. на рисунке выше.
Контроллер LCD24/5000
Кабель ЖК-дисплея поставляется вместе с устройством и может быть подключен напрямую.Конкретные определения см. на рисунке выше.
Сигнальный интерфейс контроллера 1
①/②Pin — это вход сигнала тревоги давления воздуха. Если вам нужно включить (требуется проводка), установите уровень тревоги давления воздуха в фоновом режиме как высокий, в противном случае он будет низким.
Контакт ③/④ является входом сигнала тревоги резервуара для воды.Если вам необходимо включить его (требуется проводка), установите уровень сигнала тревоги давления воздуха в фоновом режиме как высокий, в противном случае он будет низким.
⑤Цифровой штифт является опорным заземлением для блокировки защитного заземления и напрямую подключается к обрабатываемой детали проводом.
⑥ № штыря — это защитная заземляющая блокировка сварочной головки, подключенная к синему проводу трехжильного провода. Когда сварочная головка касается заготовки, в это время включается защитная блокировка.
⑦Цифровой контакт — это переключатель сварочной головки, подключенный к коричневому проводу трехжильного провода.
⑧Номер контакта — это выключатель освещения сварочной головки, подключенный к черному проводу трехжильного провода, при нажатии триггера кнопка триггера включена.
Обратите внимание, что выходной сигнал последующего порта будет отправлен только в том случае, если нет сигнала тревоги и включен сигнал безопасной блокировки и триггерной кнопки.
Сигнальный интерфейс контроллера 2
На втором конце сигнального интерфейса используется интерфейс 6P, а воздушный клапан связан с подачей проволоки.
①Зарезервированные ноги
②Зарезервированные ножки (синхронизированы с 4-контактным сигналом)
③/④Нога-это выход клапана 24 В, подключение к клапану.
⑤/⑥Пыл — это сигнальный провод механизма подачи проволоки, сигнальный порт механизма подачи проволоки, независимо от положительного или отрицательного значения.
Сигнальный интерфейс контроллера 3
①Pin — это вход сигнала тревоги лазера +, если вам нужно его включить, установите высокий уровень тревоги давления воздуха в фоновом режиме.
②Контакт включен+, подключите к разъему лазера+.
③Вывод имеет выход 24 В, прямой выход 24 В + после включения питания.
④Номер домашнего животного является общим заземлением (эталонное заземление для ног 1/2/3/5)
⑤Номерной контакт-это аналоговое количество + выход, аналоговое количество указано.
⑥Pin — сигнал с ШИМ-модулацией.
⑦Номерной контакт-сигнал модуляции ШИМ+.
Схема подключения контроллера
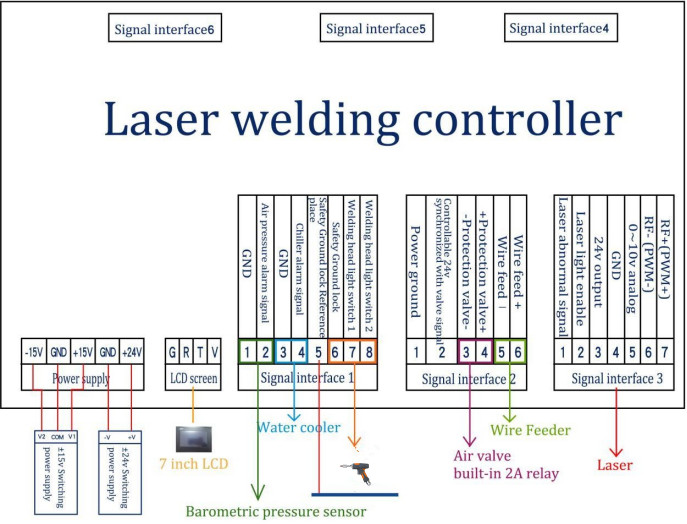
Примечание. Клемма COM импульсного источника питания ±15 В и клемма -V (0 В) импульсного источника питания +24 В должны быть подключены к GND и полностью подключены к заготовке одновременно.Корпус импульсного источника питания должен быть заземлен, в противном случае может возникнуть сигнал тревоги блокировки заземления, и свет не будет излучаться.
Оптический входной интерфейс
Сварочная головка SUP подходит для большинства промышленных лазерных генераторов.Обычно используемые оптоволоконные разъемы включают IPG, Ruike, Chuangxin, Fibo, Tottenham, Jept, Kaplin и т. д. Перед использованием оптику необходимо содержать в чистоте, а всю пыль необходимо удалять.
Когда волокно вставлено, режущую головку необходимо повернуть на 90 градусов, чтобы она стала горизонтальной, а затем использовать волокно, чтобы предотвратить попадание пыли в интерфейс.
метод установки (апплеты)
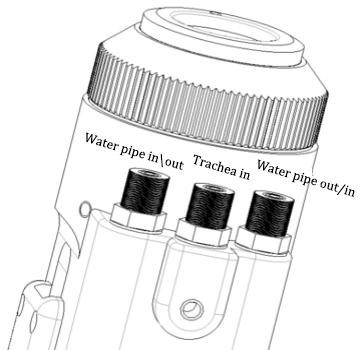
Интерфейс защитного газа и охладителя воды
Интерфейс водопроводной и воздушной трубы может быть установлен с помощью шлангов с внешним диаметром 6 мм и внутренним диаметром 4 мм.Воздушный путь проходит посередине, а две стороны представляют собой впускные и выпускные трубопроводы для воды (независимо от направления впуска и выпуска). Как показано ниже:
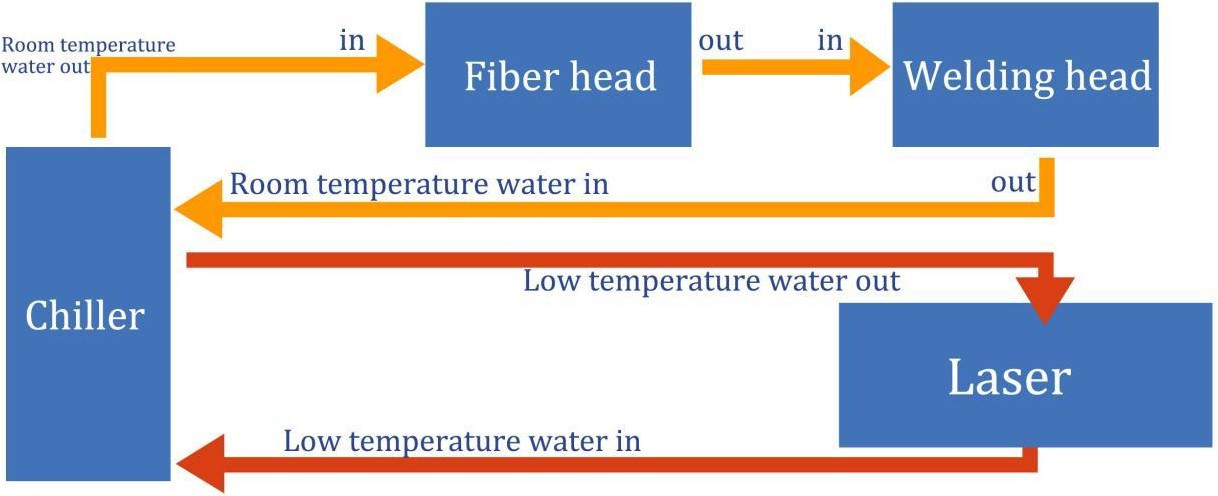
Система охлаждения разделена на часть водяного контура сварочной головки и часть водяного контура оптоволоконной головки, которые соединены последовательно, как показано на рисунке ниже:
Интерфейс подключения сварочного пистолета и блока управления
Сварочный пистолет и блок управления используют три провода для подключения, в том числе: двухжильный провод питания двигателя, пятижильный сигнальный провод двигателя, трехжильный предохранительный заземляющий провод и линия спусковой кнопки.
Силовые/сигнальные провода двигателя (два черных провода) напрямую подключаются к моторной части сварочной головки и могут быть разобраны (доступны два варианта: 1. Откройте крышку двигателя и боковую панель ручного сварочного пистолета 2. Откройте блок управления Все заглушки)
Используется трехжильный провод для кнопки безопасной блокировки и запуска. Съемная авиационная вилка: провода для безопасной блокировки и кнопки, из которых 1 синий, 2 — черный и 3 — коричневый (подключаются к контактам 6/7/8 сигнального интерфейса 1, см. определение проводки блока управления выше для получения подробной информации)
Установка механизма подачи проволоки
Двухжильный антенный разъем на хвостовой части механизма подачи проволоки подключается к контакту 5/6 сигнального интерфейса 2. Подробную информацию о конкретном методе установки см. ниже.
Нажмите: Инструкции по установке механизма подачи проволоки (апплеты)
Панель управления и руководство по эксплуатации (ниже представлена версия V3.3)
Краткое описание операций и руководство по эксплуатации
Панель управления серии SUP в основном состоит из сенсорного экрана и блока управления.
Коснитесь главной страницы, процесса, настройки и мониторинга рабочего интерфейса.
Главный экран управления сенсорным экраном
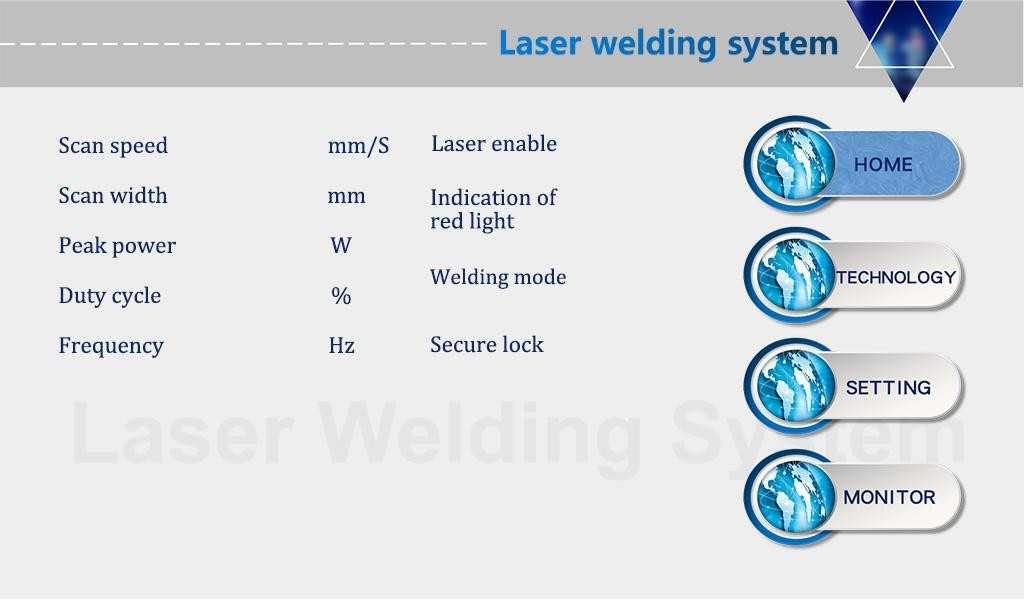
①В этом интерфейсе вы можете увидеть текущие параметры процесса и мгновенную информацию о тревогах.
②Лазер включен, и красный индикатор горит, когда он включен.
③ Предохранитель обычно серого цвета. Когда сварочная головка касается заготовки, он становится зеленым и его можно обрабатывать.
④ Выбор режима сварки, по умолчанию — непрерывный.Когда он настроен на точечную сварку, он может периодически излучать свет во время точечной сварки, что удобно для контроля времени точечной сварки из-за человеческой ошибки.Эту функцию необходимо настроить по мере необходимости (версия V3.3 — это функция, указанная выше)
Главный экран технологического процесса
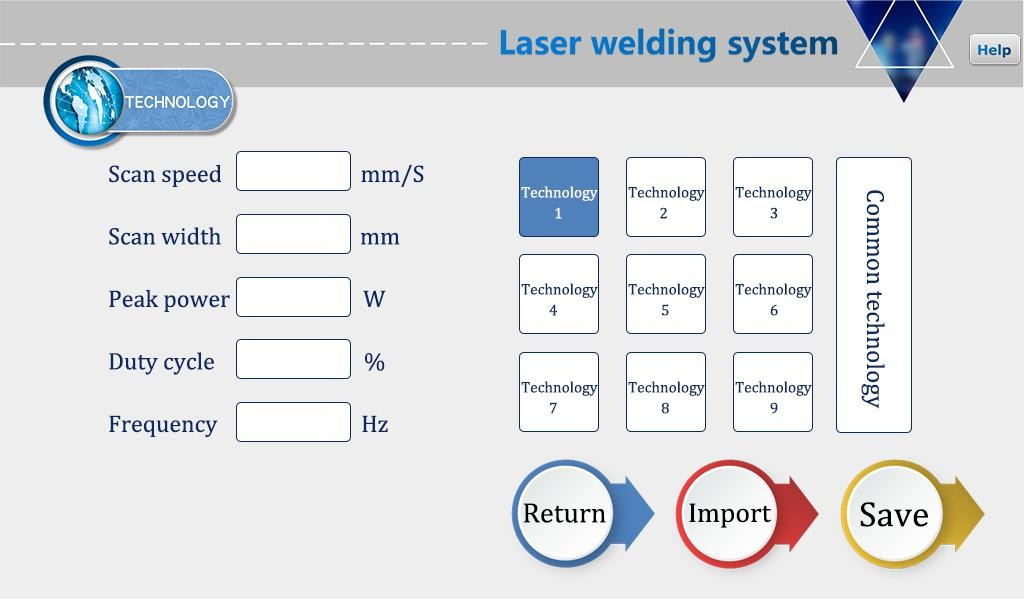
①Интерфейс процесса содержит параметры процесса для отладки, которые можно изменить, установив флажок.После завершения изменения нажмите «ОК», а затем сохраните его в процессе создания ярлыка.При его использовании нажмите «Импорт» (Изменить-Сохранить-Импортировать).
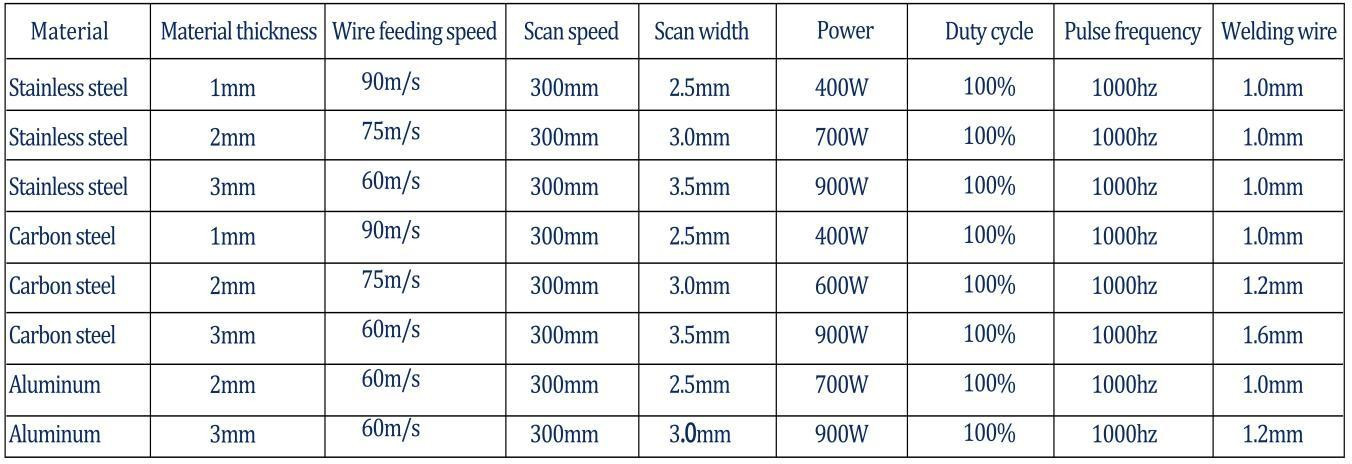
②Диапазон скорости сканирования составляет 2–6000 мм/с, а диапазон ширины сканирования — 0 ^ 5 мм.Скорость сканирования ограничена шириной сканирования.Соотношение ограничений следующее: 10≤скорость сканирования/(ширина сканирования*2) ≤1000. Если оно превышает предел, оно автоматически становится предельным значением.Если для ширины сканирования установлено значение 0, сканирование не будет выполняться (т. е. точечный источник света) (наиболее часто используемая скорость сканирования: 300 мм/с, ширина 2,5 мм).
③Пиковая мощность должна быть меньше или равна мощности лазера, указанной на странице параметров (например, мощность лазера составляет 1000 Вт, тогда значение не превышает
1000).
④Диапазон коэффициента заполнения 0–100 (по умолчанию 100, обычно менять не нужно).
⑤Рекомендуемый диапазон частоты импульсов составляет 5–5000 Гц (по умолчанию — 2000, обычно его не нужно менять).
⑥Нажмите кнопку «СПРАВКА» в правом верхнем углу, чтобы получить дополнительные пояснения к соответствующим параметрам.
Ссылка на процесс (в зависимости от реальных условий, приведенная ниже информация предназначена только для справки)
Установить главный экран операции
Пароль 123456
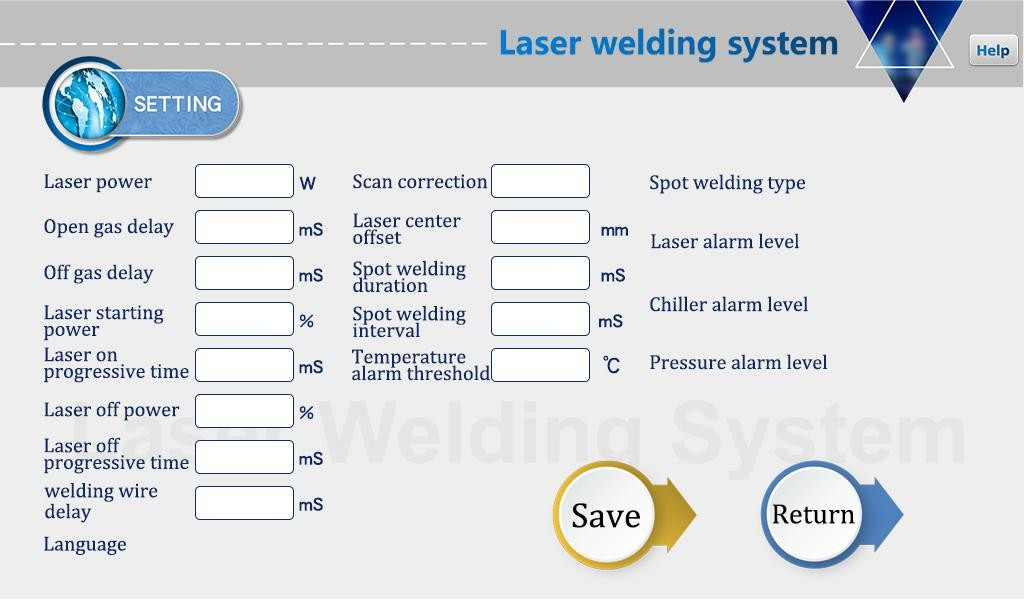
①Мощность лазера — это максимальная мощность используемого лазера.
②Задержка переключения воздуха по умолчанию составляет 200 мс, диапазон составляет 200–3000 мс.
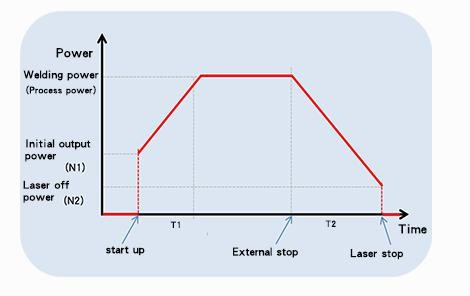
③Когда свет включается, он постепенно увеличивается с N1% технологической мощности до 100%;когда свет выключается, он постепенно увеличивается со 100% технологической мощности.
К N2;(как показано на рисунке ниже).
④Компенсация задержки подачи проволоки — это время подачи проволоки относительно светового сигнала, которое можно использовать в сочетании с функцией отвода проволоки.
⑤ Максимальный порог срабатывания сигнализации по температуре составляет 70 ℃.Если значение установлено на 0, сигнал тревоги по температуре не будет обнаружен.
⑥Диапазон коэффициентов коррекции сканирования: 0,01–4, ширина целевой линии коэффициента/ширина линии измерения: обычно 1,25.
⑦Смещение центра лазера -3~3 мм, уменьшите его и переместите влево, увеличьте и переместите вправо.
⑧ Сигнал уровня тревоги используется по умолчанию, а экранированный сигнал тревоги можно напрямую изменить на обнаружение соответствующего уровня.
⑨Продолжительность точечной сварки — это время свечения света после нажатия на курок, то есть, даже если кнопка отпущена, свет все равно будет излучаться в зависимости от затраченного времени (версия V3.3 — это вышеуказанная функция).
⑩Время интервала точечной сварки — это время стоп-сигнала между двумя точечными сварками после нажатия триггерной кнопки (версия V3.3 и выше).
⑧Нажмите кнопку «СПРАВКА» в правом верхнем углу, чтобы получить более подробное объяснение соответствующих параметров.
Мониторинг основного интерфейса
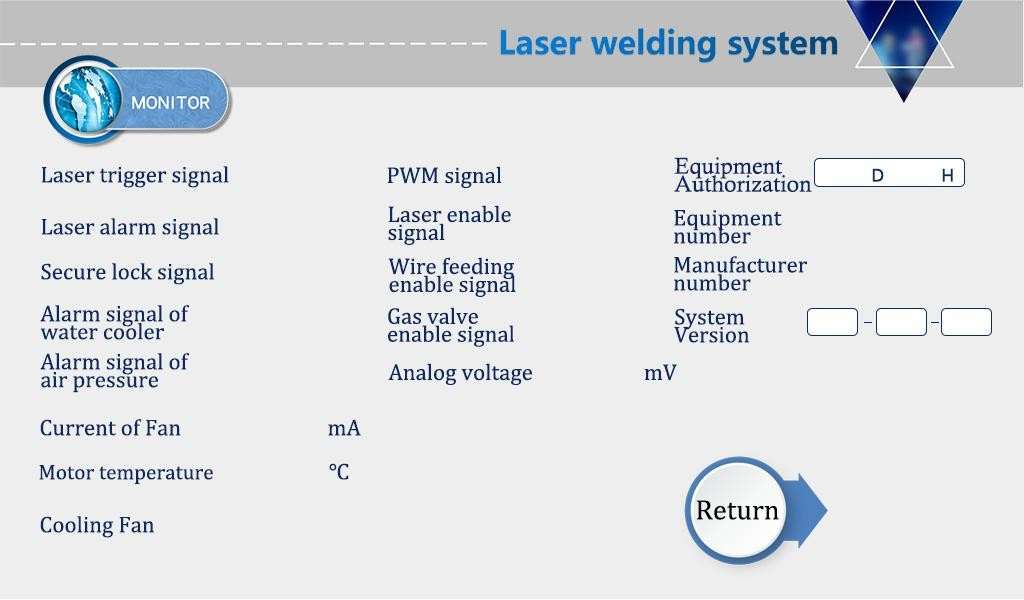
Этот интерфейс показывает состояние каждого сигнала обнаружения и информацию об устройстве.
Нажмите на авторизацию устройства, чтобы войти в интерфейс авторизованного времени использования. После ввода пароля система может быть авторизована на время использования.
Методы шифрования и дешифрования авторизации одинаковы:
Метод дешифрования системы (Apple)Большая мощность, для общего использования до 3000 Вт;
меньший размер, меньший вес, лучшее ощущение руки;
более удобная разборка;
трудно носить